歡迎訪問深圳市宏圖硅膠科技有限公司網(wǎng)站



| 硬度:15-40 | 硫化劑添加:2-3 |
| 外觀:半透明/白色 | 密度:1.08-1.09g/cm3 |
| 線收縮率:0.3% | 常規(guī)包裝:25/200kg |
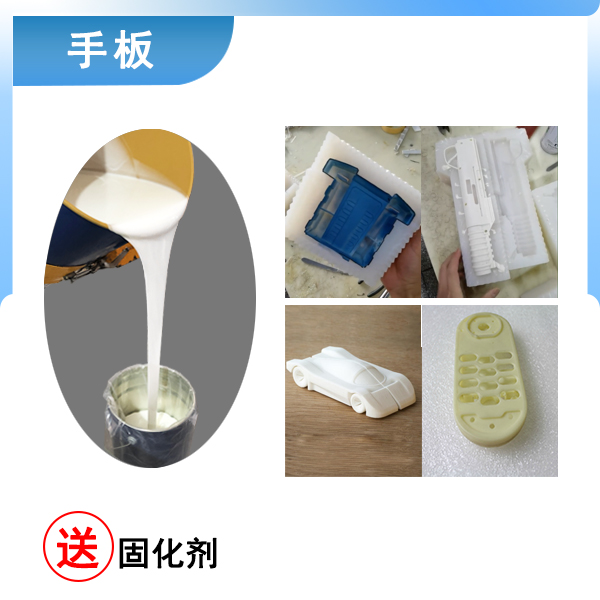
建材裝飾模具硅膠簡介
建材裝飾模具硅膠是一款專門用于建材裝飾品翻模的模具膠,低粘度流動性好,易操作,制作出來模具不易變形,翻模次數(shù)多。適合花紋精細(xì)、紋路復(fù)雜的產(chǎn)品模具制作。
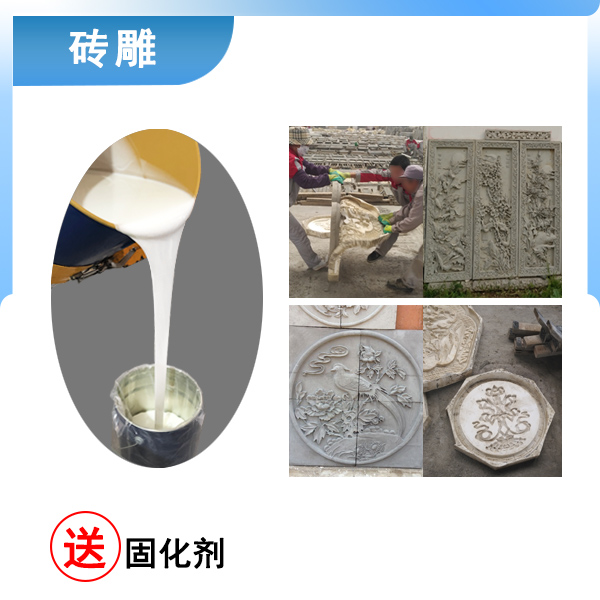
建材裝飾模具硅橡膠用途
建材裝飾模具硅膠廣泛應(yīng)用于花紋精細(xì)的產(chǎn)品復(fù)制,主要用于各種歐式構(gòu)件、石膏產(chǎn)品、水泥制品、雕塑、雕像神像、工藝品等產(chǎn)品的硅膠模具制作。
用")
建材裝飾模具硅膠特點(diǎn)
1.粘度低,無雜質(zhì),軟硬度適中,操作工藝簡單;
2.耐高溫,耐酸堿,抗撕裂強(qiáng),拉力好,翻模次數(shù)多,適合產(chǎn)品大批量生產(chǎn);
3.硅膠性能可按需調(diào)整,做出來的硅膠模具不變形,不膨脹;
建材裝飾硅膠模具制作
1.準(zhǔn)備工具:木板、尺子、刀、刷子等;
2.處理好模種,把模種固定在木板上;
3.分片模模線:根據(jù)產(chǎn)品分出兩個片模或多個片模,使產(chǎn)品容易脫模,模線定位在模種的最高點(diǎn),且要從不明顯的結(jié)合部位走;
4.把模線以下的部位用油泥堆滿,油泥硬度不能太大,堆的時候要貼近模種;
5.打上卡榫,離模種一公分左右,便于合模,使模具不錯位;
6.在模種表面均勻的涂上脫模劑,脫模劑可以是清潔劑或者肥皂水;
7.將石膏制品硅膠按100:2-2.5進(jìn)行配比混合攪拌均勻,并放入抽真空機(jī)抽真空(沒有抽真空機(jī)的可以減少固化劑的添加量,延長固化時間,釋放多余的氣泡);
8.抽完真空后的硅膠均勻的涂刷在模種上,第一層硅膠的厚度小于1mm,能夠薄薄的蓋住模種和油泥為準(zhǔn);待第一層固化后(約15分鐘),刷第二層硅膠,第二層固化劑的添加比例要比第一層要高,硅膠固化時間控制在5-8分鐘; 刷完第二層或者第三層硅膠,待硅膠不在流動時,在硅膠上面粘貼一層紗布,用來增強(qiáng)硅膠的硬度,然后在均勻的刷上一層硅膠(可視產(chǎn)品大小適量增加紗布,一般不超過兩層);
9.待石膏固化后即可做石膏外模。用切割好的硬紙板圍在模種四周固定好,不能有縫隙,然后將調(diào)好的石膏倒入到模具內(nèi);待石膏固化后拆除紙板,對石膏外模的邊緣進(jìn)行修整,將另一面的油泥清理干凈,重復(fù)上邊的步驟制作另一邊的石膏外模;
10待外模完全固化后,把紙板拆掉,將整個石膏外模和硅膠模具拆掉,檢查硅膠模具,用剪刀對模具和外模進(jìn)行修整。至此,一個石膏制品的硅膠模具就算全部完成了,一般24小時后在投入到生產(chǎn)中。

建材裝飾模具硅橡膠操作注意
1.固化劑的添加量應(yīng)視溫度而定,氣溫高則減少。固化劑若添加過量會影響模具質(zhì)量,硅膠模具會變脆;固化劑添加少則會延長固化時間;
2.抽真空到-0.1mpa即可,抽真空時間不宜過長,防止硅膠在抽真空時發(fā)生交聯(lián)反應(yīng),使硅膠變的一塊一塊的,造成原料浪費(fèi);
3.硅膠模具制作完成后,保存在通風(fēng)、陰涼、干燥的地方,24小時后在投入生產(chǎn)。
建材裝飾模具硅膠參數(shù)
| 外觀 | 白色/半透明 | |||||
| 硬度(邵氏A) | 15±2 | 20±2 | 25±2 | 30±2 | 33±2 | 40±2 |
| 硫化劑添加(%) | 2-3 | |||||
| 動力粘(mPa.s) | 1.3w±0.2w | 1.7w±0.2w | 2.5w±0.2w | 2.7w±0.2w | 2.5w±0.2w | 1.5w±0.2w |
| 拉伸強(qiáng)度(MPa) | 2.5 | 2.8 | 3.4 | 4.0 | 3.5 | |
| 撕裂強(qiáng)(KN/m) | 16±2 | 19±2 | 24±2 | 25±2 | 21±2 | |
| 伸長率(%) | 380 | 530 | 410 | 420 | 450 | 180 |
| 密度(g/cm3) | 1.08 | 1.09 | ||||
| 操作時間(min) | 30-50 | 30-40 | 30-50 | |||
| 硫化時間(h) | 4-5 | 3-4 | 4-5 | |||
| 線收縮率(%) | 0.3 | |||||
| 常規(guī)包裝(kg) | 25/200 | |||||
注: 以上參數(shù)僅為常規(guī)參數(shù),如有特殊需求請與我司聯(lián)系;固化后硬度、粘度、操作時間、可隨客戶需求來特別調(diào)整提供。